公司新聞
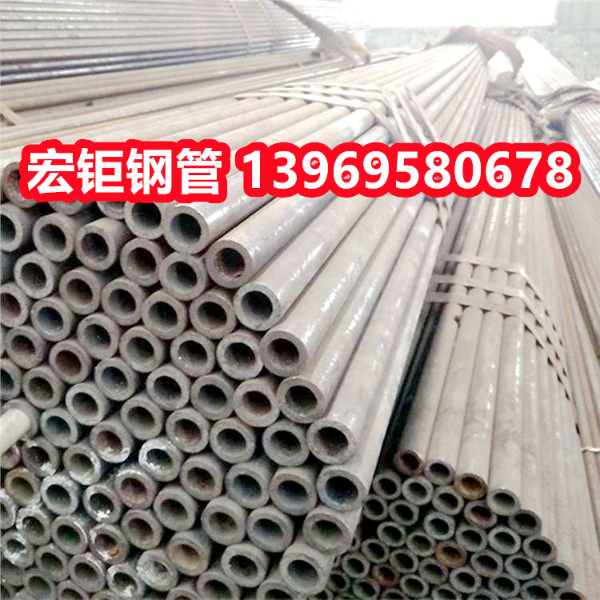
低合金圓鋼的產品使用注意問題
低合金圓鋼使用的常見問題
1、低合金圓鋼具備一定的耐腐蝕(兩性氧化物、有機物、汽蝕)、耐高溫和耐磨性。一般用以發電廠、化工廠、原油等機器設備原材料。低合金圓鋼焊接性較弱,應留意焊接加工工藝、熱處理工藝標準及采用適合電弧焊接絲。
2、低合金圓鋼焊后壞死性很大,非常容易造成裂痕。若選用同種類的耐磨焊絲焊接,務必開展300℃之上的加熱和焊后700℃上下的緩冷暴力。
3、低合金圓鋼為改進耐腐蝕性能及焊接性而適度提升適當可靠性原素Ti、Nb、Mo等,焊接性較別的耐磨焊絲好一些。選用同種類的耐磨焊絲時,應開展200℃之上的加熱和焊后800℃上下的淬火解決。
4、低合金圓鋼具備優良耐蝕性和抗氧化,廣泛運用于化工廠、有機肥、原油、診療機械設備制造。
5、低合金圓鋼焊接時,遭受反復加溫進行析出滲碳體,減少耐蝕性和物理性能。
6、低合金圓鋼焊芯有鈦鈣型和低氫型。鈦鈣型可用以交直流電源,但溝通交流焊時熔深偏淺,另外非常容易泛紅,故盡量選用直流穩壓電源。直徑4.0及下列可用以全部位焊接件,5.0及之上用以立焊及平角焊。
7、低合金圓鋼使用時要維持干躁,鈦鈣型應經150℃干躁1小時,低氫型應經200~250℃干躁1小時(不可以反復多次風干,不然焊芯非常容易裂開脫落),避免 焊條焊芯沾油以及它臟污,以防導致焊接提升碳含量和影響焊接件質量。
8、為避免 因為加溫而造成睛間浸蝕,焊接電流量不適合很大,比不銹鋼焊條較少20%上下,電孤不適合太長,固層快冷,以窄焊縫為宜。302不銹鋼焊條不一樣的鋼的焊接應謹慎采用焊條,避免 焊條采用不善出現熱裂痕或高溫熱處理工藝后造成氧相進行析出,使金屬材料老化。參考不銹鋼板與不一樣的鋼的焊條挑選規范開展采用,并采用適度焊接加工工藝。
上一條: 合金鋼種類-合金工具鋼鋼號
下一條: 廣東P91無縫鋼管P91合金鋼管零售切割
產品推薦

熱門文章
- 40cr冷拔無縫管2020-11-10
- 直角方矩管價格 直角方矩管廠 直角方矩管定做2023-05-06
- 現貨供應大口徑20CrMnTi無縫鋼管 機械制造用合金管 厚壁冷軋合金2024-08-26
- 精密光亮管廠家專業提供精密光亮管 精密光亮無縫鋼管2020-10-14
- Q345E低溫管市場報價多維穩運行2021-04-08
- 濾水鋼管廠 濾水鋼管直發 濾水鋼管價格 歡迎來圖加工2023-05-06
